







آندایزینگ
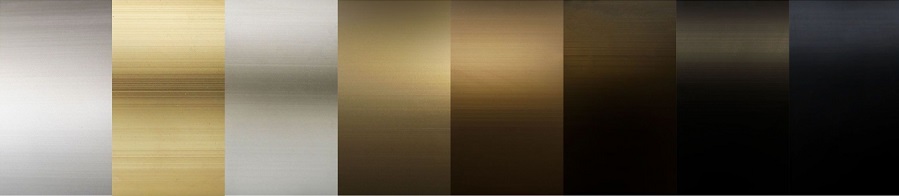
واحد آندایزینگ شش متری شرکت سپکو با بهره گیری از تجهیزات مدرن و مواد اولیه اروپایی توانایی ارائه خدمات آندایز بر روی انواع قطعات،
ورق و پروفیل های آلومینیومی با مقاطع گوناگون درانواع رنگ های سیلور، برنز، شامپاین، مشکی و طلایی را دارا می باشد.
در واحد آندایزینگ شرکت سپکو با استفاده ماشین آلات تمام اتوماتیک پولیش و براش، امکان ارائه خدمات آندایز بصورت پولیشینگ (براق)،
براشینگ (خش دار) و مات و امکان طراحی طرح های جدید وترکیبی با توجه به سلیقه معماران و سبک های نوین معماری فراهم می باشد.


مراحل آندایزینگ:
رنگ پودری
خط تولید رنگ پودری و طرح چوب شش متری شرکت سپکو با بهره گیری از سیستم های کنترلی مدرن و مواد اولیه اروپایی توانایی ارائه خدمات
پوشش رنگ پودری الکترواستاتیک و خدمات طرح چوب با بالاترین کیفیت وتنوع رنگ، طرح و بافت بر روی انواع ورق و پروفیل را دارا می باشد.
رنگ پودری الکترواستاتیک
پوششهای پودری مرکب از پیگمنت، رزین، فیلر و مواد افزودنی هستند که ابتدا این مواد را در اکسترودر بهصورت مذاب درمیآورند تا با هم
مخلوط شوند که اصطلاحاً به این فرآیند «اکسترود شدن» میگویند. سپس ماده مذاب سرد شده را طی فرآیندی دومرحلهای آسیاب میکنند
تا به ذراتی بین بیست تا هشتاد میکرون تبدیل شود و سپس پودر بهدست آمده را از الک عبور میدهند و بستهبندی مینمایند.
فرآیند رنگآمیزی
در ادامه فرآیند رنگآمیزی، این پودر میکرونیزه شده را درون «تفنگ پاشش» ریخته و با استفاده از جریان الکتریسیته، پودر را باردار میکنند.
پودر باردار شده با کمک فشار هوا بر روی سطح پاشیده میشود. قطعه مورد نظر باید حتما بهوسیله گیره مخصوص به ارت متصل شود تا
رنگ دارای پوشش استاندارد و یکنواخت در سطح و لبهها شود.
در شیوه استفاده از تفنگ رنگی باید در نظر داشت که پودر خارجشده از تفنگ الکترواستاتیکی با سرعت پایین به سطح مورد نظر میرسد
و عامل هدایتکننده پودر در این روش یا هوا است یا یک نازل چرخان که پودر را به سطح مورد نظرِ متصل به زمین میرساند. در طی انجام
این فرایند باید مراقب فشار زیاد هوا بود تا در سطح قطعه تورفتگی ایجاد نکند.

مزیتهای رنگ پودری الکترواستاتیک
مزیتهای رنگ پودری الکترواستاتیک نسبت به رنگهای سنتیِ مایع (پایه حلال) این است که در رنگ پودری نیازی به حلال نیست،
رنگ پودری آلودگی کمتری ایجاد میکند و دوام بیشتری دارد. باید در نظر داشت که در رنگهای پایه حلال استفاده از سیستم تصفیه
و بازیافت و همچنین تهویه هوا ضروری است. رعایت این موارد به این خاطر است که بشود ترکیبات آلی فرار را کنترل کرد. درصورتیکه
هنگام استفاده از رنگهای پودری چنین محدودیتهایی وجود ندارد.
از جمله مزایای دیگر رنگ پودری الکترواستاتیک این است که سطح ایجادشده براق خواهد بود و پوشش رنگی نسبت به رنگهایی که
پایه حلال هستند، سه برابر مقاومتر است. اگر بخواهیم بگوییم که مزیت دیگر رنگ پودری چیست باید به این نکته اشاره کرد که این
نوع از رنگ تاثیرپذیر نیست؛ درواقع شرایط آبوهوا مثل رطوبت و دما بر روی رنگ پودری موثر نیست، روان نخواهد شد و سطح آن
اصطلاحاً پوست پرتقالی نمیشود. همچنین کیفیت کار نقاش هم در رنگهای پایه حلال اثرگذار است درحالیکه رنگ پودری از
طریق باردار شدن به سطح میچسبد و این عامل دیگر وابستگی به شرایط آب و هوایی یا عامل انسانی ندارد. مزیت دیگر رنگ
پودری علاوه بر صرفه اقتصادی این است که به دلیل عدم نیاز به حلال با محیطزیست نیز سازگارتر است.
|
پوشش هاي پودري طرح چوب
|
 نوع ديگري از پوشش هاي پودري ، رنگ هاي طرح چوب مي باشند. اين رنگ ها در دو مرحله بدست مي آيد. به عبارت ديگر در مرحله ي اول رنگ پودري روي سطح فلزي آهني و غير آهني اعمال . پخت مي گردد، سپس طرح مورد نظر كه بصورت كاغذ يا فيلم پلي اتيلني مي باشد بروي سطح چسبانده شده و توسط دستگاه مخصوص اين فرآيند به سطح فلز منتقل مي شود. با توجه به طرح هاي زيبا و تنوع زياد، از اين رنگ ها در صنعت آلومينيوم، ظروف تفلن، كابينت آشپزخانه و .... استفاده مي شود.
   |
|
پوشش های پودری سنباده ای
|
||||
 این پوشش ها دارای سطحی زبر همانند سنباده هستند . میزان زبری سطح را می توان با ضخامت کنترل کرد بدین صورت که جهت رسیدن به سطوح زبرتر باید ضخامت فیلم رنگ کمتر از حد معمول و در حدود (۴۰-۵۰) میکرون باشد و در ضمن باید پخت رنگ کامل انجام گیرد . از اینگونه رنگها در مواردی که سطح جذب آلودگی کمتری داشته باشد استفاده می شود زیرا بعلت داشتن ظاهر متخلخل امکان جذب آلودگی برروی سطح زیاد است.
|




|
پوشش های پودری متالیک
|
 این پوشش ها دارای پیگمنت های متالیک با ظاهری صاف هستند که استفاده از آنها در حال گسترش است و در هنگام استفاده باید به نکات زیر توجه کرد یکنواختی شرایط پاشش و پخت رنگ بطوریکه هیچگونه تغییر ولتاژ و یا فشار هوا نداشته باشیم و دمای کوره بگونه ای باشد که باعث پخت کامل و یکنواخت رنگ شود. بررسی مداوم لوله های رابط و سرگان تا از عدم گرفتگی آن مطمئن شویم و اعمال ضخامت یکنواخت. |
|
پوشش های پودری چرمی
|
||||
 این پوشش ها دارای سطح ناصاف بصورت برجستگی و فرورفتگی های منظم می باشند که این برجستگی ها و فرورفتگی ها می توانند به دو صورت کم ارتفاع با دامنه وسیع و یا بسیار ریز و به هم فشرده باشند . هنگام استفاده از این رنگها باید به پاشش وپخت رنگ توجه کافی نمود زیرا در صورت پاشش نامناسب امکان ایجاد حفره در پوشش نهایی وجود دارد که باعث کاهش حفاظت رنگ از سطح می گردد لذا هنگام استفاده توصیه می شود شرایط دستگاه پاشش و کوره در تمام مدت اعمال وپخت رنگ ثابت نگاه داشته شود ضخامت پوشش کاملا یکنواخت باشد تا ظاهر مناسب را ایجاد نماید حتی الامکان سطح زیرین فسفاته کاری شود این گونه رنگها را می توان برای کلیه کاربردها از قبیل سطوحی که در معرض مستقیم نور خورشید قرار می گیرند و یا سطوحی که در معرض مواد شیمیایی و خورنده قرار می گیرند لذا توصیه می شود که مصرف کننده نوع بکارگیری رنگ را با تولید کننده در میان بگذارد.
|




|
پوشش های پودری پوست کروکودیلی
|
||||
 این پوشش همانند پوست تمساح است و دارای دو نوع متفاوت می باشد:
|




|
پوشش های پودری چکشی
|
 این پوشش ها دارای سطحی ناصاف هستند و به دو گروه اصلی تقسیم می شوند گروه اول : پوشش هایی که دارای یک رنگ زمینه و یک رنگ ثانویه بصورت رگه رگه برای رنگ زمینه دارند گروه دوم : تکرنگ بوده و همانند یک سطح فلزی ضربه خورده و ناصاف هستند از این پوشش ها بعلت اینکه دارای سطحی ناصاف و تنوع رنگی و ظاهری هستند می توان برروی سطوحی که دارای مشکلاتی نظیر جوشکاری است و سطحی نا هموار دارد استفاده نمود |


https://sepcoal.com/index.php/fa/%D8%AE%D8%AF%D9%85%D8%A7%D8%AA/%D9%88%D8%A7%D8%AD%D8%AF-%D8%A2%D9%86%D8%A7%D8%AF%D8%A7%DB%8C%D8%B2%DB%8C%D9%86%DA%AF.html#sigProIdbb2009645e